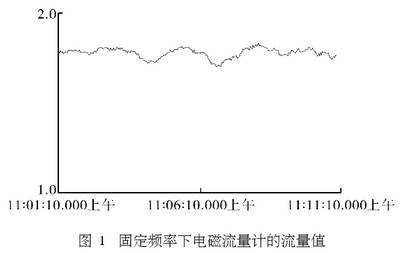
在自动配料系统中,液态原料的供给同样是按配方的比例进行。我们希望在整个生产过程中流量都按一个常量进行供给,而实际中即使电机固定在某个固定频率,其流量依然不是一个常量,如图1中记录的为固定频率下
电磁流量计的测量值。如果人为的进行干预,其滞后性及精确度都得不到保证,这势必影响产品的质量与生产的效率。而采用工控机根据电磁流量计的实际流量进行实时的监控与调节,能让流量稳定在很小的范围内,这无疑大大提高了自动供料系统的精度与效率5
流量的自动控制及模糊控制思想
电磁流量计实时地测量生产过程中的液态原料供给,工控机根据其提供的信号对变频器的频率进行调整从而实现流量的调节。流量的自动控制不仅要达到规定时间内总量的供给,更重要的是要保证生产过程中瞬时流量的配比需求。在生产过程中,电磁流量计计量的流量如图2所示。
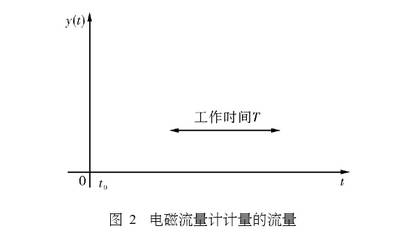
在工作时间T内我们期望电磁流量计测量的信号y(t)为一常量,这也是生产过程配方比例中所期望的,而由图1中我们知道y(t)受各种因素的影响而不停的波动。在工作时间内对y(t)积分可得到流量的累积L:
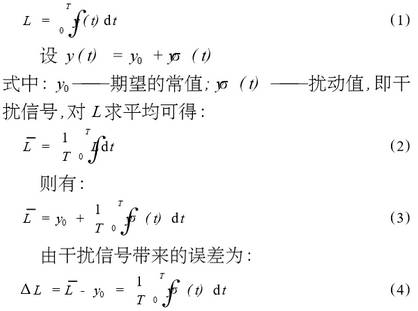
假定干扰信号全部看作为正弦波后yδ(t)=ysint,在7时间内其运行的周期为n,则?=2π/T带入式(4)得:
实际生产中流量一直在某个区域内波动,且其动态特性不易掌握。从上面的理论中我们能够让误差ΔL尽可能的小,这样距我们所需要的理论值yo就越接近.而减小误差需要我们把n取的尽可能大,也就是在生产时间内划分更多的周期去调节流量。当工控机根据电磁流量计传送回来的信号发出调节变频器工作频率的指令后,电机调整功率到电磁流量计的实际测量为一个工作周期,我们知道从指令发送到实际测量值返回有-一个较大的滞后,如果调节的周期时间小于
电磁流量计
本身的一个工作周期,那么显然不可能达到减小误差的目的。
利用模糊控制思想,在控制程序中我们把流量的波动区域划分为也±△x×yo,yo±03,yo±0.5四个区域,其中sx为可调节的误差范围,生产中我们取0.015,流量区域划分的单位均为t/h。针对不同的区域采取不同的调整方案。具体流程如图3所示,图中变量Rel表示实际测量的流量,变量Idea表示理论流量。
|